
Passat picosecond lasers drill routinely through milimiter(s)-thick materials
By sales In Blog, News On November 20, 2018
A micro-hole with aspect ratio of almost 200!
Yes, that is an opening with 10 microns (or less) minimum diameter, going all the way through a 1.8-mm-thick heterogeneous “sandwich” of metal and dielectric materials.
This is possible with Passat’s picosecond lasers and mind you, not any special, high-energy device, but a standard run-of-the-mill product.
In this case (please, see picture) a 6-ps, 266-nm (4-th harmonic) UV laser with only 30 micro-Joules of energy per pulse delivered on target at 400 Hz repetition rate for about 2 minutes per hole drilled. The process was kept as simple as possible – no special drilling techniques such as depth scanning or trepanning were used.
High-aspect-ratio micro-holes drilled in Cu-clad Teflon sample with one of Passat’s off-the-shelf 266 nm picosecond lasers.
The holes were drilled through CuFlonTM, a copper-clad Teflon laminate manufactured by Polyflon – a Crane Co. company. The actual samples used are shown in the picture above (inset) with the magnified area outlined. In the picture, the small through-hole diameter is evident when the sample is backlit under the microscope.
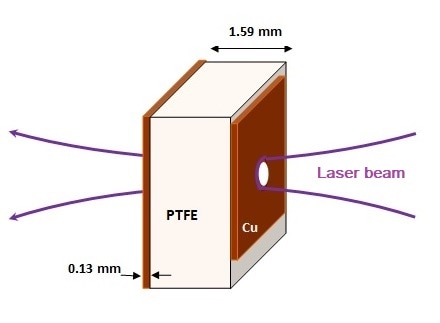
The laminate samples had 127 microns thick Cu layer on both sides of 1/16-in-thick Teflon substrate.
After each 2 minutes, the sample was shifted laterally and also along the beam path, scanning for the waist of the focused beam. The beam was focused gently with f/# of approximately 20 (focal length of 60 mm).
The observed hole diameters varied between 25 and less than 10 microns depending the degree of overlap between the beam focal waist and the bulk of the material. The holes had slight conical profile along their length due to the material being several times thicker than the depth of focus of the beam. In this simple setup, no special care was taken to reduce the heat-affected zone (HAZ) but it was relatively small due to the short pulses used.
One can extrapolate this simple demonstration to a case where the laser, at its full energy ( 100 micro-Joules at 266 nm for the Compiler series), is integrated in a 3- or even 5-axis CNC system and envision the possibilities that such a system would present for precision laser micromachining.
Comments are closed here.